What is nitrided Injection screw:
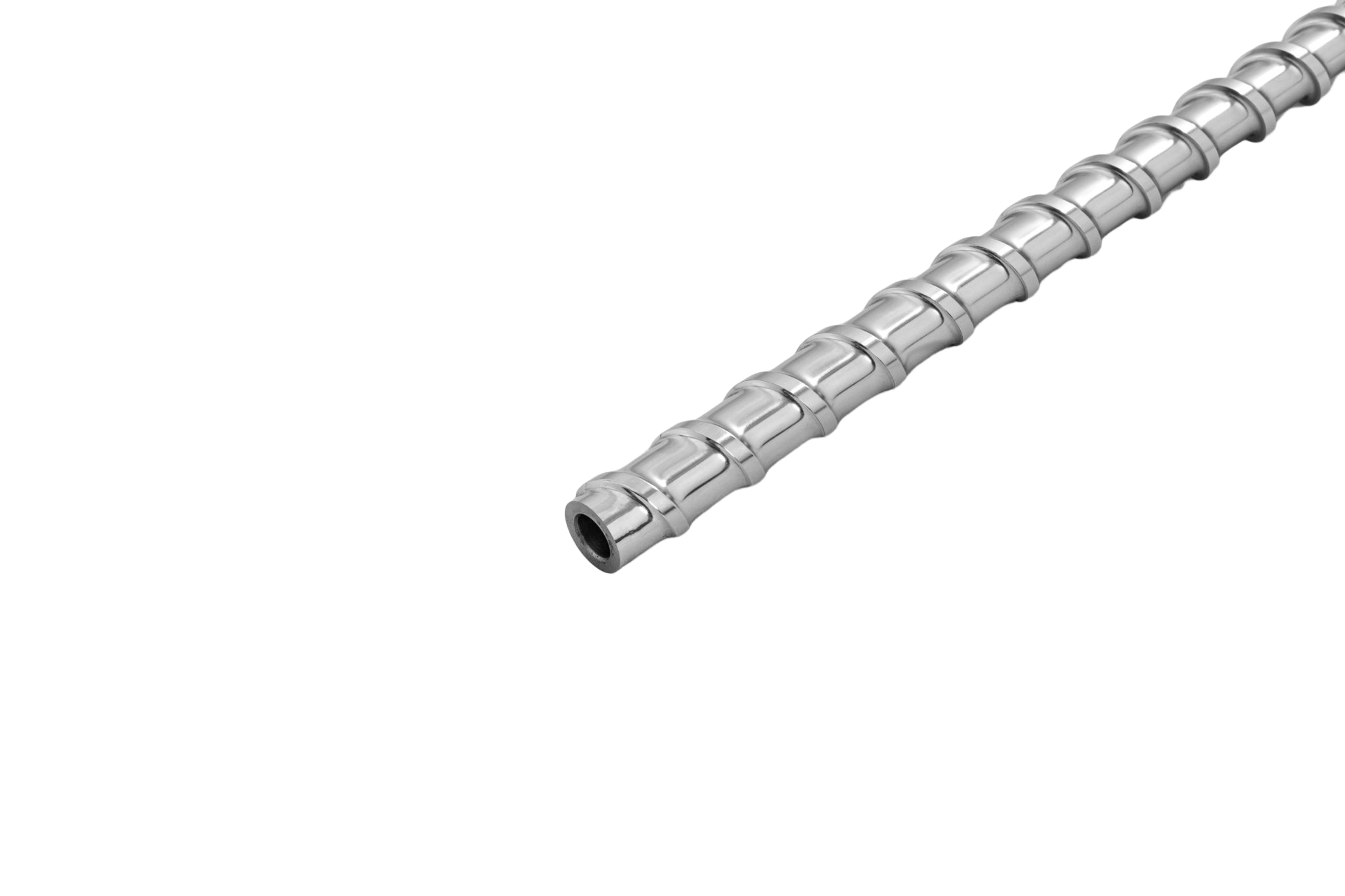
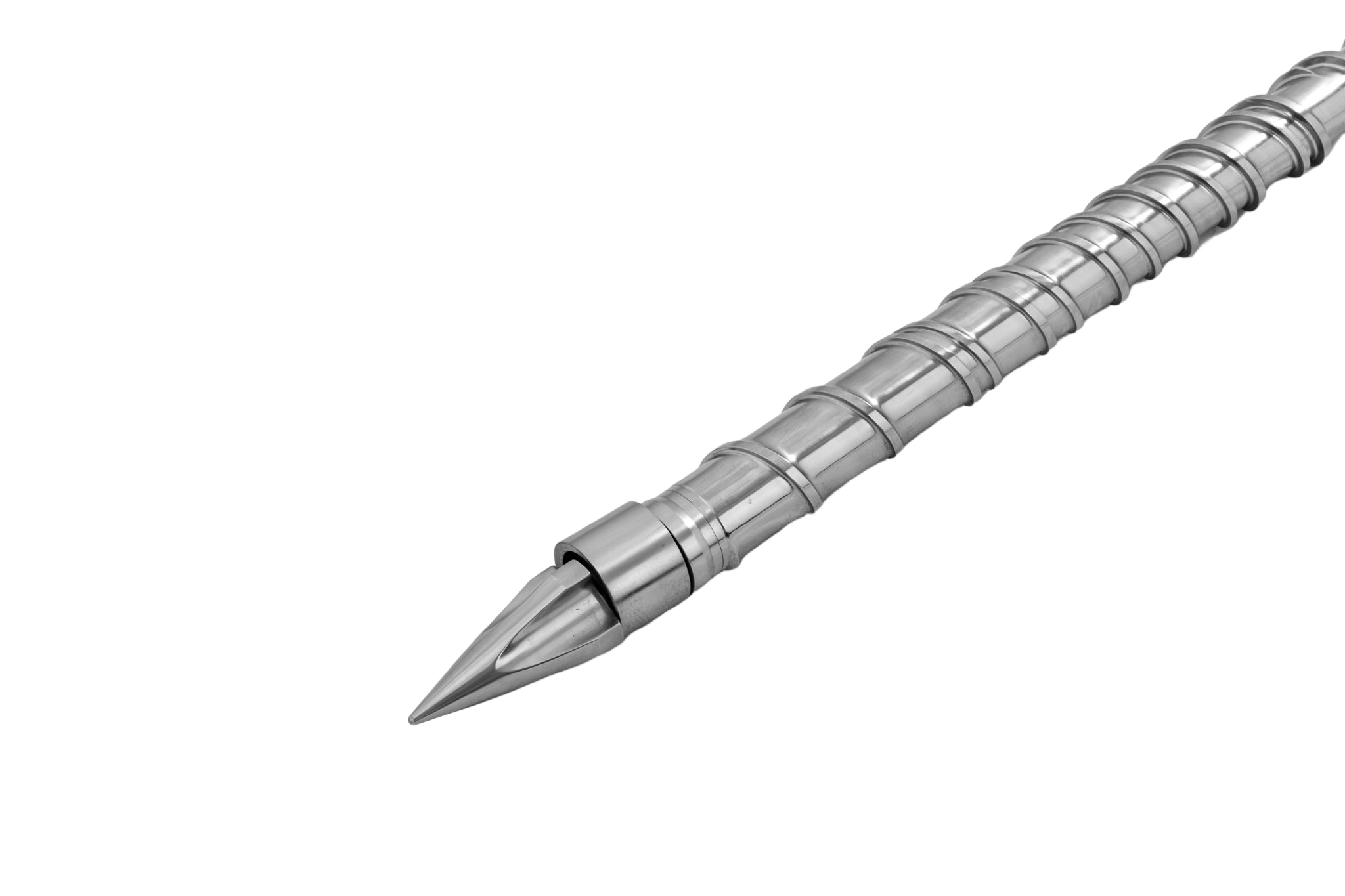
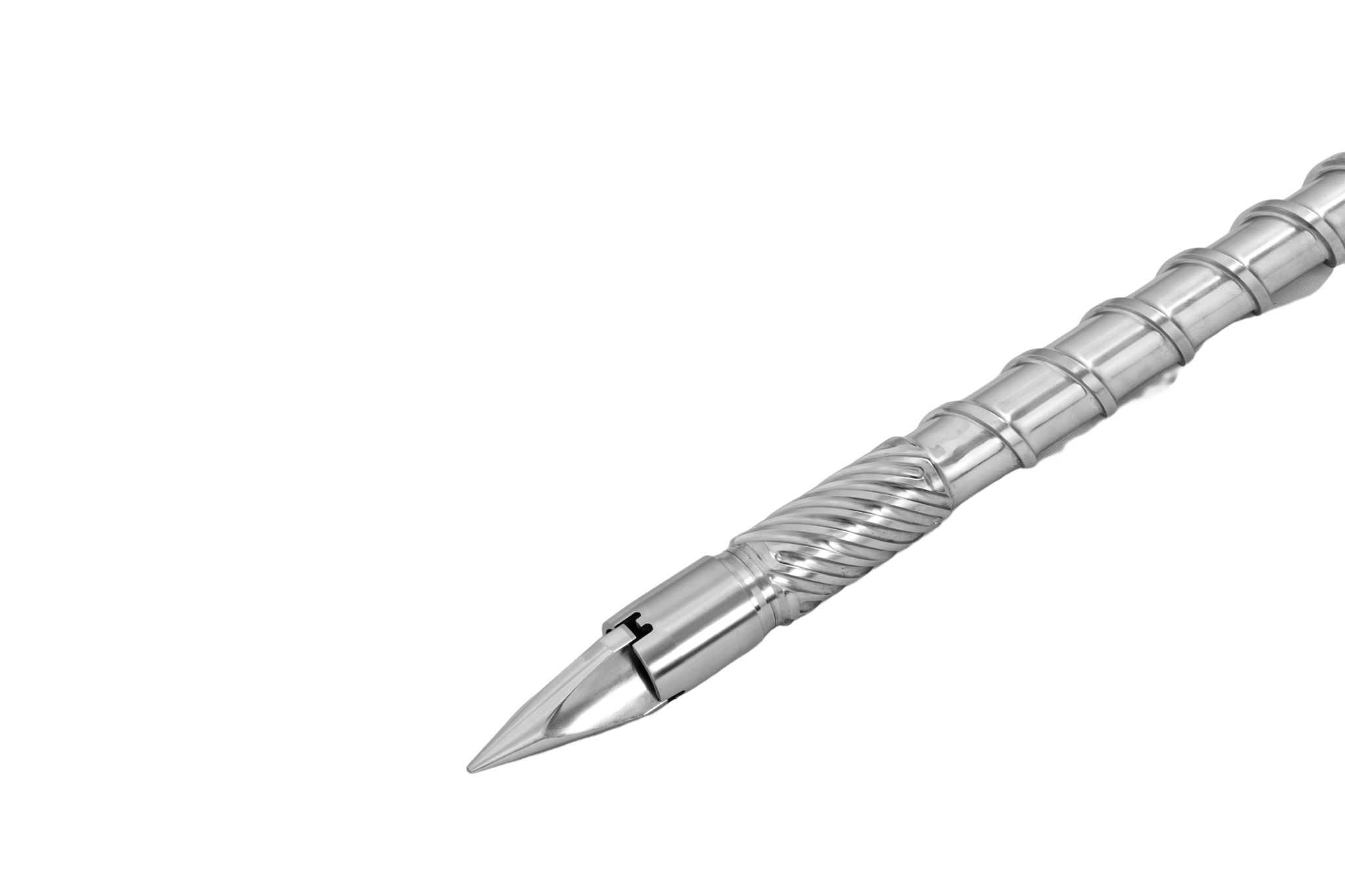
The injection screw is an important part of the injection molding machine. Its function is to convey, compact, melt, stir and press the plastic. All of this is done by the rotation of the screw within the barrel. When the screw rotates, the plastic will create friction and mutual movement between the inner wall of the barrel, the bottom surface of the screw groove, and inside the plastic.
Barrelize can operate several treatment in-house such as for your injection screws: nitriding, bimetallic, chrome plating, and Physical vapor deposition coating. Among them, the nitrided injection screw is the widely used one as it’s suitable for all General Purpose application and normally work well with all OEM injection machines.
How to make the nitrided Injection screw?
Barrelize has its own nitriding furnace in-house. The injection screw will be put into the nitriding furnace with nitrogen under a certain temperature and humidity environment. Barrelize nitrided injection screw will be put into the furnace for 5 days and nights. After 5 days of deep nitriding, a nitrided layer with relatively high hardness is formed on the surface of the screw.
What's the specification of Barrelize nitrided Injection screw?
The nitrided layer can reach 0.05-0.07mm. The hardness can reach HV950±50or above, equivalent to HRC68~69.
The general advantage of Barrelize nitrided injection barrel: it can improve corrosion resistance and wear resistance.
Call us now to talk to our team about your specific demand. We have an expert here to listen to your demands and understand what you are looking for.
|
Product
|
Material Base
|
Treatment
|
Technical Parameter
|
Application
|
|
Screw
|
38CrMoAlA
|
Nitriding
|
Tempering hardness: HB260-280
Nitriding hardness: HV950
Nitride layer depth: 0.4-0.6MM
Brittleness :≤2.5
Surface finish Ra0.04
|
used for ordinary acid-free low particle size and does not contain GF. Such as ABS\PP\PS, etc.
|
|
Screw
|
38CrMoAlA
|
Bimetallic Ni-based alloy
|
Alloy thickness:≥1.5mm
Hardness:HRC53~56
Brittleness :≤2.5
Surface finish Ra0.04
|
used for adding acid plastic with GF less than 30%
|
|
Screw
|
42CrMo
|
Bimetallic Ni-based alloy+ElectroPlating
|
Alloy thickness≥1.5mm
ElectroPlating thickness : 0.03~0.0SMM
Hardness: HRC52~55
|
transparent material/ color mixing material
|
|
Screw
|
Fully hard powder metallurgy steel
|
vacuum quenching prooess
|
Quenching hardness: HRC57-59,
Electroplatable thickness: 0.03~0.05MM
|
suitable for engineering plastics with 35% GF or less,
high temperature materials.PA+ GF/ LCP+ GF/High Temperature PC
|
|
Screw
|
Full hard powder metallurgy steel
|
vacuum quenching prooess
|
Quenching hardness: HRC59~61
Thickness 0.005~0.01MM
|
suitable for engineering plastics with 45% GF or less
|
 English
English Français
Français Español
Español




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}