 English
English Français
Français Español
Español

We provide custom solutions to all our customers and offer complete technical advices that your company can take advantage of.
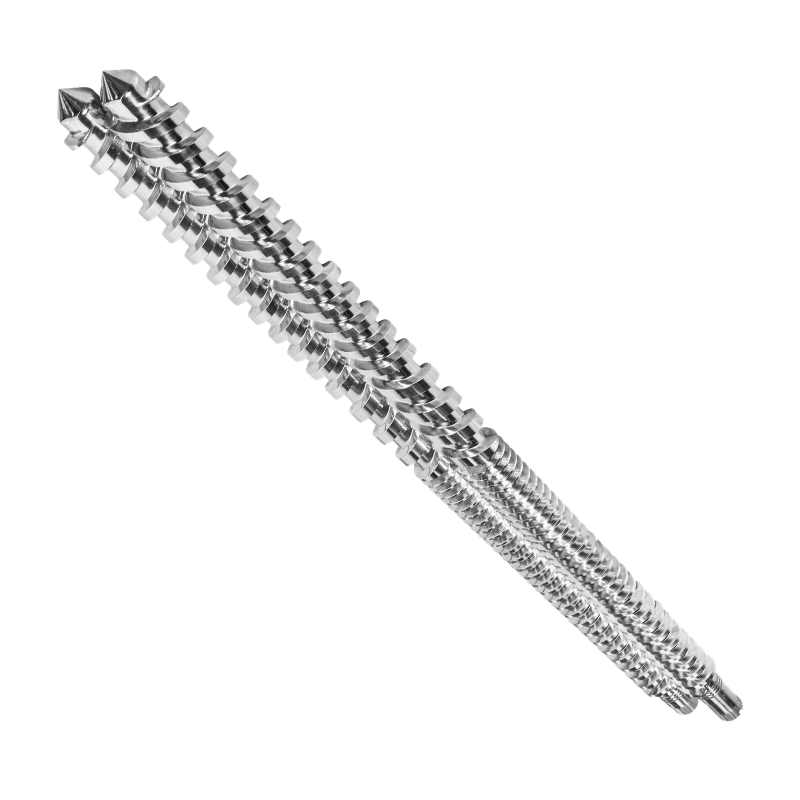
The screw barrel is one of the core components of the injection molding machine. Its maintenance directly affects the quality and production efficiency of the injection molding products.
1. Regular cleaning
Purpose: Remove the residue in the barrel, prevent carbonization, and extend the service life of the barrel.
Method:
Stop cleaning: Each time the machine stops for more than half an hour, the drop port should be closed, and the residue in the barrel should be thoroughly removed with cleaning material (such as ABS).
Periodic cleaning: According to the production situation, the barrel should be cleaned regularly. It is generally recommended to clean it every 3-6 months.
Precautions:
Pay attention to safety during cleaning to avoid high temperature burns.
The choice of cleaning agent should be based on the type of plastic being processed.
2. Avoid screw idling
Reason: Screw idling will cause excessive wear of the screw and barrel and shorten its service life.
Prevention:
Ensure sufficient supply of materials.
Check the hopper and material pipe regularly to ensure that the material can enter the barrel smoothly.
3. Avoid material mixing
Reason: When different types of plastics are mixed at high temperatures, chemical reactions may occur, damaging the screw and barrel.
Prevention:
When producing different types of products, the barrel should be thoroughly cleaned.
Avoid processing incompatible plastics such as POM and PVC at the same time. When using new plastics, the remaining material in the barrel should be cleaned. When using POM, PVC, PA+GF and other materials, minimize the degradation of raw materials, and rinse them with ABS and other nozzle materials in time after shutdown.
4. Pay attention to temperature control
Reason: Excessive temperature will accelerate the decomposition of plastics, produce charred products, and damage the screw and barrel.
Prevention:
Set the temperature strictly according to the process requirements.
Check the heating coil and temperature sensor regularly.
Do not start the machine when the barrel has not reached the preset temperature. New electric heating generally requires the temperature to reach the set value 30 minutes before operating the screw.
5. Check the screw and barrel regularly
Purpose: To detect problems such as wear and scratches on the screw and barrel in time to avoid greater losses.
Method:
Check the surface of the screw and barrel regularly to observe whether there are any abnormalities.
Measure the dimensions of the screw and barrel to check whether there is excessive wear.
6. Lubrication
Purpose: To reduce the friction between the screw and the barrel and extend its service life.
Method:
Regularly add lubricating oil to the lubricating oil hole according to the equipment manual.
Select suitable lubricating oil to ensure that it has high temperature resistance, anti-oxidation and other properties.
7. Regularly replace wearing parts
Purpose: To ensure the normal operation of the equipment and improve production efficiency.
Method:
Regularly replace wearing parts such as sealing rings and O-rings.
For screws and barrels with severe wear, they should be replaced in time.
The screw should be made of wear-resistant alloy steel with small deformation in high temperature environment. The working surface of the screw after fine processing should be wear-resistant and corrosion-resistant, so the screw thread part should be nitrided and hard chrome plated with a hardness of HV940-1100.
