 English
English Français
Français Español
Español

We provide custom solutions to all our customers and offer complete technical advices that your company can take advantage of.
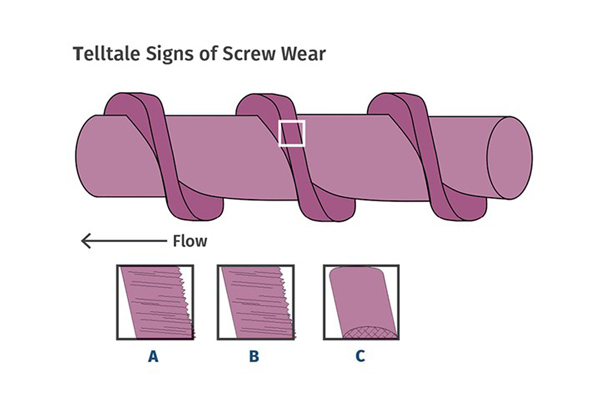
There are three main reasons for extruder screw wear.
The first is the effect of unbalance in the high pressure region in the screw, which is mainly due to screw design. The second, barrel alignment, is usually the most disruptive. A third cause of screw wear is the use of abrasive fillers. Often, the cause can be determined by examining the wear pattern of the scraper (see illustration).
For the first reason, the screw should be designed so that the melt begins to form before compression begins. There should be enough melt in the remainder of the screw to prevent complete blockage of solids. If the design is too aggressive (i.e. the compressibility is too high), the melt will be forced to flow downstream (or even upstream) so that a small portion of the channel is completely filled with solids. In this case, the pressure may momentarily increase to extreme levels as the screw tries to push the solids towards the decreasing area. I've observed transient pressures over 10,000 psi because the screw is temporarily clogged with solids.
Blocking occurs only instantaneously, during which time local extreme shear stress on the plug temporarily releases the plug by forming some melt. These plugs can be formed randomly and continuously over the entire compressed length. Since the width of the channel is eight to nine times the width of the thread, the pressure of the immediate forward and subsequent flight may approach four to 4.5 times the pressure of the channel. With much lower pressure on the opposite side of the screw, the screw is pushed into the barrel opposite that location with great force. The compressive and rotational forces of the screw work together to wear the hard surface down to the barrel lining, simply "ripping" the hard surface out of flight.
